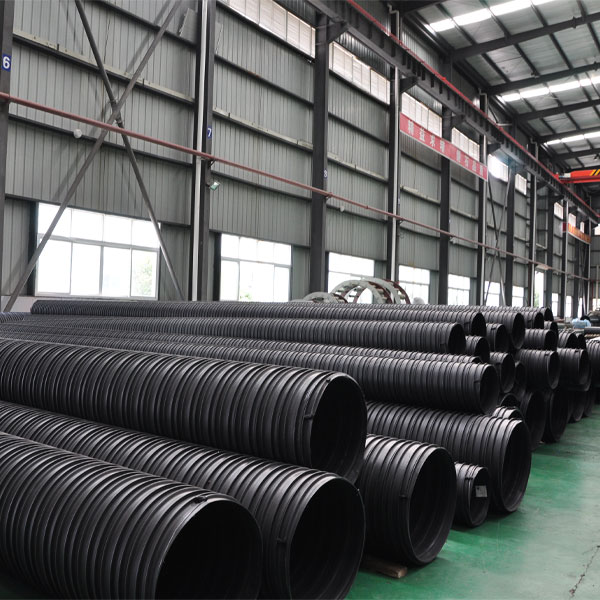
Гофрированная труба из полиэтилена высокой плотности (HDPE) с двойными стенками диаметр DN1000
Когда говорят про гофрированную трубу HDPE DN1000, многие сразу представляют себе просто ?большую пластиковую трубу?. Но на практике, особенно с двойной стенкой, это совсем другая история. Частая ошибка — считать, что раз диаметр большой, то и работать с ней можно как с обычной ПНД трубой. Это не так. Самый болезненный момент, который многие упускают на этапе проектирования — поведение материала при низких температурах и требования к подготовке основания. Если для DN400-500 ещё можно закрыть глаза на некоторые нюансы, то с DN1000 любая мелочь вылезает боком, причём буквально — в виде деформации или даже локального смятия. Я не раз видел, как подрядчики, привыкшие к стальным или бетонным коллекторам, пытаются применять те же методы раскладки и засыпки, а потом удивляются результату. Давайте по порядку.
Что на самом деле скрывается за ?двойной стенкой? в таком диаметре
Конструкция — это первое, с чем нужно разобраться. Внешняя гофрированная стенка отвечает за кольцевую жёсткость, внутренняя гладкая — за пропускную способность. Для DN1000 это критически важно, потому что здесь уже идут серьёзные нагрузки, вплоть до движения тяжёлой техники над трассой. Проблема в том, что не все производители выдерживают баланс. Иногда, чтобы удешевить продукт, экономят на материале внутреннего слоя, и тогда при длительной эксплуатации под напором может начаться его ?сползание? или отслоение. Мы однажды столкнулись с таким на объекте в Сибири — труба была от непроверенного поставщика. После двух сезонов в дренажной системе появились локальные засоры именно из-за дефекта внутренней поверхности.
Поэтому сейчас при выборе мы всегда смотрим не только на сертификаты, но и на историю применения в аналогичных проектах. Например, у Sichuan Asia Plastic New Material Co. (сайт: https://www.scyasu.ru) в ассортименте есть такие трубы. Компания работает с 2011 года, и что важно — специализируется именно на пластиковых трубопроводных продуктах, а не производит их ?заодно? с основной линейкой. Это часто означает более выверенную технологию. На их сайте можно увидеть, что они делают акцент на инспекционных колодцах и сопутствующих системах — это косвенный признак того, что они понимают комплексность задачи, а не просто продают метры трубы.
Ещё один практический момент — соединение. Для гофрированной трубы HDPE с двойными стенками диаметром 1000 мм чаще всего используется раструбное соединение с уплотнительным кольцом. Казалось бы, ничего сложного. Но если кольцо некачественное или неправильно уложено, а труба лежит на неидеально подготовленном основании, может возникнуть перекос. Вручную его уже не поправить, нужна техника. И это дополнительные риски по времени и бюджету.
Подготовка основания: где чаще всего экономят и чем это заканчивается
Здесь можно написать целую инструкцию по ошибкам. Самая распространённая — недостаточная трамбовка песчаной подушки. Для трубы такого диаметра и веса основание должно быть практически монолитным, иначе после обратной засыпки и увлажнения грунта пойдут просадки. Я помню проект, где решили сэкономить на геотекстиле, аргументируя это тем, что грунт и так песчаный. В итоге мелкие частицы со временем вымывались в песчаную подушку, её несущая способность падала, и на одном из участков труба дала продольную трещину по гофру. Ремонт обошёлся дороже, чем весь предполагаемый ?экономный? материал.
Вторая точка внимания — уклон. При монтаже безнапорных систем даже небольшое отклонение от проекта в 1-2 градуса на длинном участке может привести к застою. С DN1000 визуально это не так заметно, поэтому нужно постоянно контролировать геодезистом. Бывает, что монтажники ориентируются ?на глазок?, потому что лазерный нивелир ?сел? или его просто нет в бригаде. Это недопустимо.
И третье — обратная засыпка. Материал должен быть однородным, без крупных камней и мёрзлых комьев. Заливать траншею чем попало — прямой путь к точечным нагрузкам на гофру. Лучше всего идёт мытый песок или песчано-гравийная смесь с послойной трамбовкой. Да, это долго и дорого. Но замена участка трубы из-за продавленной стенки — ещё дороже и дольше.
Температурные деформации: то, о чём часто забывают в проекте
Полиэтилен, даже высокой плотности, — материал с высоким коэффициентом теплового расширения. Когда мы монтируем двустенную гофрированную трубу летом, при +25…+30°C, а эксплуатироваться она будет при -30°C, длина участка может ?уйти? на сантиметры. Для напорных систем это компенсируется сильфонными компенсаторами, а вот в безнапорных ливнёвках или дренажах на это часто закрывают глаза. Результат — напряжение в соединениях, разгерметизация стыков или даже отрыв раструба.
Мы на одном из объектов в Якутии специально заложили монтаж с температурными зазорами, которые рассчитали исходя из среднегодового перепада. Это потребовало дополнительных согласований и нестандартных решений для уплотнительных узлов, но система пережила уже пять зим без нареканий. Без этого, уверен, были бы проблемы.
Ещё один нюанс — хранение труб на объекте до монтажа. Их нельзя просто скидывать штабелями на землю, особенно в холод. Материал становится хрупким, и при разгрузке или укладке могут появиться микротрещины, которые проявят себя позже. Идеально — хранить на ровных подкладках, вдали от прямого солнца и источников тепла.
Контроль качества: что можно проверить на месте, а на что нужно требовать документы
Первое, что делаем при приёмке — осмотр внутренней гладкой стенки. Любые вмятины, наплывы, посторонние включения — брак. Для HDPE трубы DN1000 это особенно важно, так как любой дефект будет влиять на гидравлику. Потом — проверка геометрии. Замеряем несколько сечений, смотрим на овальность. Допуски есть в ГОСТ, но иногда они слишком велики для конкретных условий монтажа.
Обязательно запрашиваем паспорта на сырьё и протоколы испытаний на кольцевую жёсткость (SN) и ударную вязкость. Многие отечественные и азиатские производители, включая ту же Sichuan Asia Plastic New Material Co., предоставляют такие документы. Если их нет или они ?липовые? — это красный флаг. Кстати, на сайте scyasu.ru видно, что компания позиционирует себя как производитель с полным циклом, что обычно означает собственный лабораторный контроль. Это хороший знак.
На самом объекте, после укладки, но до обратной засыпки, мы всегда делаем пробную проливку участка, если это возможно. Не для приёмки, а именно для себя — чтобы убедиться, что стыки не текут, а вода идёт с расчётной скоростью. Это занимает время, но позволяет сразу устранить косяки, а не раскапывать потом.
Выводы и субъективные наблюдения
Работа с гофрированной трубой из полиэтилена высокой плотности с двойными стенками диаметр DN1000 — это всегда баланс между стоимостью материала и стоимостью правильного монтажа. Сэкономить можно, но не на этапе подготовки и контроля. Самый дорогой продукт от известного бренда можно испортить небрежной укладкой, и наоборот — грамотный монтаж иногда вытягивает даже трубу со средними характеристиками.
Сейчас на рынке много предложений, в том числе от китайских производителей, как Sichuan Asia Plastic. Их продукция часто конкурентоспособна по цене, но ключевой вопрос — стабильность качества от партии к партии и техническая поддержка. Готов ли поставщик оперативно дать расчёты, техданные, консультацию по монтажу в нестандартных условиях? Или он просто продаёт ?трубу метрами?? Это важно.
В итоге, успех проекта лежит в деталях: в правильном выборе класса жёсткости под конкретную нагрузку, в скрупулёзной подготовке траншеи, в контроле каждого стыка и в учёте температурного режима региона. Это не та продукция, где можно работать по шаблону. Каждый объект заставляет что-то пересматривать и адаптировать, и в этом, если честно, заключается главная сложность и интерес этой работы.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Водоснабжение-Каркас из стальной сетки, пластиковая композитная труба из полиэтилена (PE)
Водоснабжение-Каркас из стальной сетки, пластиковая композитная труба из полиэтилена (PE) -
 Водоснабжение-HDPE Карбоновые сильфоны
Водоснабжение-HDPE Карбоновые сильфоны -
 Дренаж-Пластиковый смотровой колодец-2
Дренаж-Пластиковый смотровой колодец-2 -
 Дренаж-Пластиковый смотровой колодец-1
Дренаж-Пластиковый смотровой колодец-1 -
 Водоснабжение-Многослойная труба для защиты кабеля из армированного стекловолокном пластика (FRP)
Водоснабжение-Многослойная труба для защиты кабеля из армированного стекловолокном пластика (FRP) -
 Дренаж-Законченная дренажная канава
Дренаж-Законченная дренажная канава -
 Дренаж-Дренажная труба из полиэтиленовой (PE) пластмассы со стальной обмоткой
Дренаж-Дренажная труба из полиэтиленовой (PE) пластмассы со стальной обмоткой -
 Высокопрочные смотровые колодцы из полипропилена, армированного базальтовым волокном (BFRPP)
Высокопрочные смотровые колодцы из полипропилена, армированного базальтовым волокном (BFRPP) -
 Дренаж-Пластиковый смотровой колодец-3
Дренаж-Пластиковый смотровой колодец-3 -
 Серия «Базальт» — высокопрочные трубы из полиэтилена, армированного базальтовым волокном (BFRPE)
Серия «Базальт» — высокопрочные трубы из полиэтилена, армированного базальтовым волокном (BFRPE) -
 Дренаж-PE Спиральный сильфон
Дренаж-PE Спиральный сильфон -
 Гофрированная труба для канализации: выбор и применение в строительстве
Гофрированная труба для канализации: выбор и применение в строительстве
Связанный поиск
Связанный поиск- какой люк
- DN450 Yasso Национальный стандарт пластиковый люк
- купить крышку люка пластиковые производитель
- Смотровой колодец из армированного пластика
- труба гофрированная промрукав
- труба гофрированная 2
- труба гофрированная 200
- гофрированная труба для кабеля
- Спиральная труба из полиэтилена высокой плотности (HDPE) диаметром DN200 изготовленная из армированной стали
- купить крышку люка пластиковые поставщик