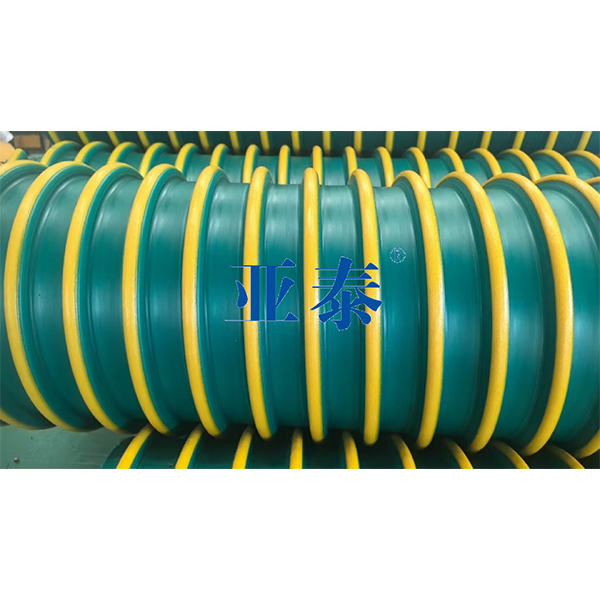
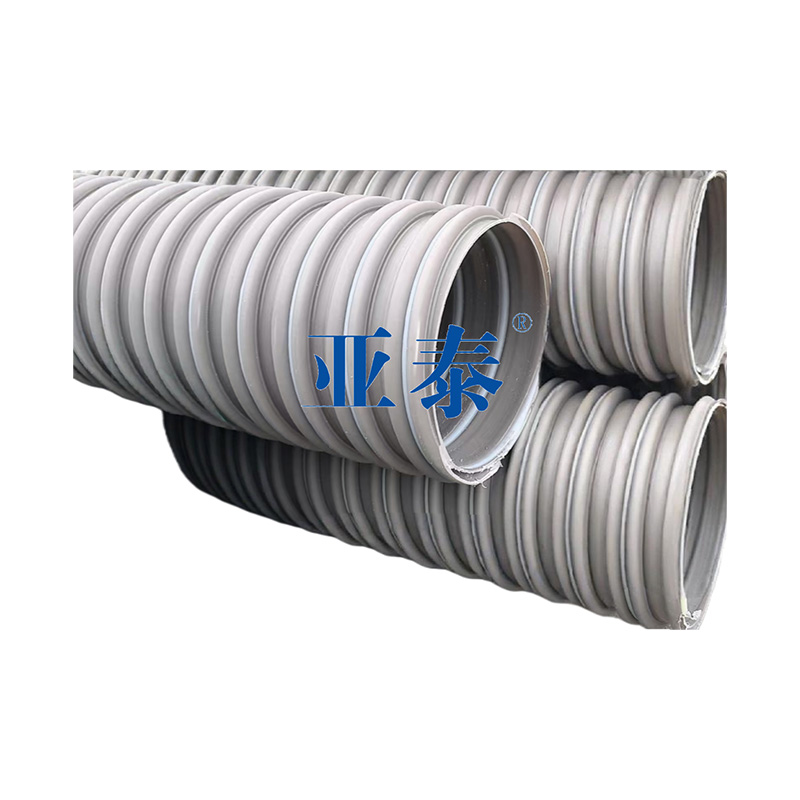
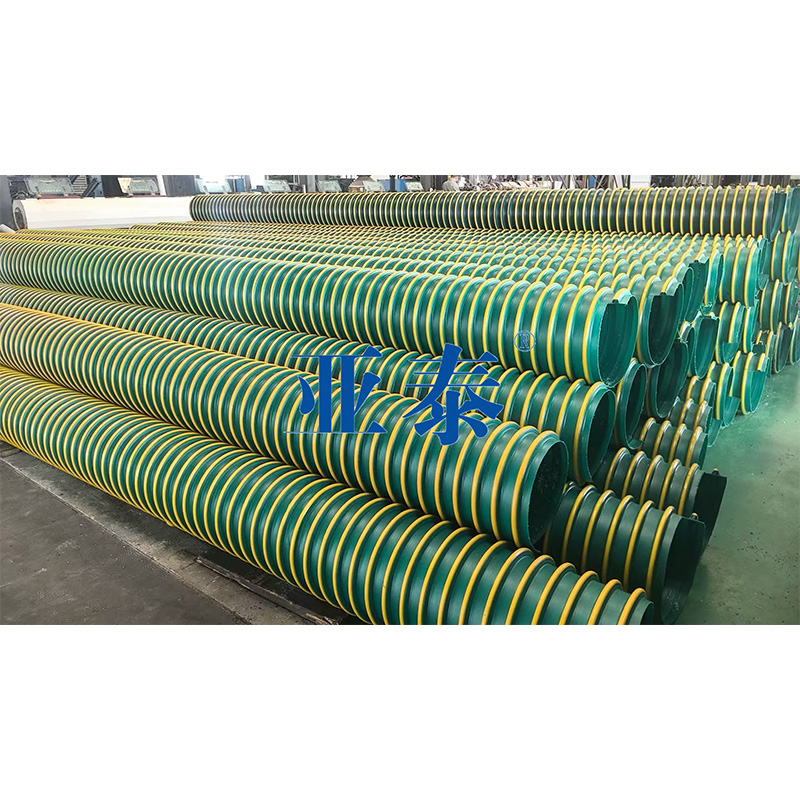
Труба спиральной намотки из полиэтилена высокой плотности (HDPE) и стали DN600
Вот про что часто забывают, когда говорят про трубу спиральной намотки HDPE/сталь DN600 — это не просто ?склеенные? два материала. Если думать так, уже проиграл. На деле, вся суть в адгезии на молекулярном уровне между полиэтиленом и оцинкованной сталью, и как эта связь ведёт себя при перепадах в -30°C и при укладке в обводнённый грунт. Многие техзаказчики гонятся за толщиной стенки, а потом удивляются, почему на стыках в муфтах пошли проблемы. Я сам лет пять назад на этом подставился.
От чертежа до траншеи: где теория отстаёт
В спецификациях всё красиво: труба DN600, рабочее давление 16 атм, срок службы 50 лет. Привезли на объект — а соединительные муфты от другого производителя, хоть и под тот же диаметр. Зазор в пару миллиметров, монтажники начинают ?дорабатывать? кувалдой. Результат — микротрещины в зоне спиральной намотки, которые дадут о себе знать через полгода. По опыту, процентов 30 отказов на таких трубопроводах — не от качества самой трубы, а от наплевательского отношения к совместимости комплектующих. Нужно требовать полный пакет от одного поставщика, как, например, делает Sichuan Asia Plastic New Material Co. — у них и труба, и фитинги, и даже уплотнительные кольца идут в единой системе.
Кстати, о стали. Часто в проекте пишут просто ?оцинкованная сталь?. Но для спиральнонамотанной конструкции важна не столько марка, сколько профиль и угол намотки. Если лента плоская — адгезия с HDPE хуже, если ребристая — создаются мостики холода. Мы в 2019 году пробовали на одном из участков теплотрассы под Тюменью трубу с неправильным профилем стали — через сезон пошли локальные вздутия полиэтилена. Переделали на вариант с трапециевидным сечением стальной ленты — пока тишина.
А ещё момент с DN600. Номинально — это 600 мм. Но по факту, после намотки и остывания, внутренний диаметр может ?сесть? до 595-598 мм. Для воды — не критично, а для пульпопровода, где идёт абразивная взвесь, это уже потери напора и быстрый износ. При приёмке теперь всегда меряю рулеткой в нескольких точках, особенно если труба хранилась на солнце.
Полиэтилен — он разный. Ошибки при выборе сырья
HDPE — не единый материал. Для напорной канализации подойдёт ПЭ80, а для магистрального трубопровода с перепадами давления нужен уже ПЭ100 с повышенной стойкостью к растрескиванию. Однажды видел, как на объекте закупили трубу DN600 из более дешёвого ПЭ80 для технической воды, а потом решили пустить по ней реагенты. Через 8 месяцев — точечные протечки по спирали. Производитель, естественно, в гарантии отказал. Поэтому сейчас всегда смотрю не только сертификат, но и паспорт на сырьё. У того же Sichuan Asia Plastic в открытом доступе есть таблицы совместимости их материалов с разными средами — это серьёзно упрощает жизнь.
Сама технология спиральной намотки — это не просто накручивание. Полиэтилен экструдируется в расплав прямо на стальную ленту, которая предварительно разогревается. Температура здесь ключевая. Если недогреть — связь получится механическая, со временем отслоится. Перегреть — полимер ?поплывёт?, геометрия нарушится. На ихнем заводе, если я правильно помню со старого отчёта, стоит инфракрасный контроль температуры в трёх зонах сразу. Но даже это не панацея: зимой при транспортировке трубу может повести, если грузить без кондукторов.
И про цвет. Чёрный — с сажей для защиты от УФ. Но иногда добавляют слишком много, и это снижает эластичность. Синий или жёлтые полосы — для маркировки. Важно, чтобы цветной слой был соэкструдированным, а не нанесённым краской. Краска отслоится за год-два.
Монтаж: где рождаются проблемы
Самая большая головная боль — сварка встык. Для трубы DN600 из HDPE и стали классический аппарат для ПЭ труб не подойдёт. Нужен специальный, который греет и полимер, и стальной сердечник. Видел, как пытались варить обычным — после остывания шов выглядел нормально, но при гидравлических испытаниях под 20 атм стальная спираль внутри просто вывернулась, как пружина. Разрыв был не по шву, а в трёх метрах от него — из-за перераспределения напряжений.
Поэтому для монтажа магистралей из такого материала лучше искать подрядчиков, которые уже работали именно с композитными спиральнонамотанными трубами. Или требовать от поставщика выезд специалиста на первую сварку. Китайские инженеры из Sichuan Asia Plastic New Material Co., к слову, часто сами прилетают на пусконаладку, если объём крупный. У них даже есть мобильные сварочные комплексы в аренду.
Ещё нюанс — подготовка основания. Труба жёсткая, но не настолько, как чисто стальная. При укладке в неподготовленную траншею с каменистым дном точечная нагрузка может продавить полиэтилен и деформировать стальную спираль. Обязательна песчаная подушка и обсыпка. Но и тут есть тонкость: песок должен быть без крупных включений. На одном из проектов в Казахстане использовали карьерный песок с острыми гранями — через год в нижней части труб появились потертости, пришлось делать ремонтные муфты.
Долгосрочная эксплуатация: на что смотреть через 5 лет
Никакая труба не вечна. Для HDPE/стальной трубы DN600 главный индикатор — состояние внешней поверхности в зоне постоянной влажности. Если есть доступ, раз в пару лет стоит зачистить небольшой участок и посмотреть, не пошла ли коррозия на стальной ленте. Оцинковка держится долго, но в солончаках может сработаться за 10-15 лет. Хорошие производители, как Sichuan Asia Plastic, добавляют ингибиторы коррозии в адгезионный слой — это продлевает жизнь.
Второй момент — внутренний осмотр. Если есть камеры, можно запустить. Но часто на стенках образуется бактериальный налёт, который маскирует возможные дефекты. Для питьевой воды это не страшно, а для технических трубопроводов — признак того, что скоро начнётся микробиологическая коррозия. Тут помогает регулярная промывка.
И третий — реакция на подвижки грунта. Труба композитная, она немного ?играет?. Но если рядом ведутся земляные работы или изменился уровень грунтовых вод, могут появиться дополнительные изгибающие моменты. Мы раз в год замеряем геодезические отметки на ключевых колодцах. Смещение на пару сантиметров — уже повод для детального обследования.
Выводы, которые не пишут в рекламных буклетах
Итак, труба спиральной намотки HDPE/сталь DN600 — отличное решение для напорных магистралей, но не универсальное. Она прощает некоторые ошибки проектирования по сравнению с чисто полимерной, но требует более высокой культуры монтажа и эксплуатации, чем чисто стальная. Главный её враг — не давление, а невнимательность.
Выбирая поставщика, смотрите не на красивые картинки, а на готовность предоставить полный пакет документов по совместимости, реальные отчёты по испытаниям на долговечность и — что важно — на наличие технической поддержки на месте. Как показывает практика, даже у крупных игроков вроде Sichuan Asia Plastic New Material Co. есть слабые места — например, сроки поставки нестандартных фитингов. Но их подход к системности — от сырья до монтажного надзора — многих выручал.
В конце концов, любая труба — это лишь часть системы. Можно поставить идеальную спиральнонамотанную трубу DN600, но сэкономить на запорной арматуре или неправильно рассчитать компенсаторы — и всё, ресурс сократился вдвое. Наша задача — думать на три шага вперёд, а не просто закупить то, что прописано в проекте. Жаль, этому не учат в институтах, только опыт, часто горький.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Высокопрочные смотровые колодцы из полипропилена, армированного базальтовым волокном (BFRPP)
Высокопрочные смотровые колодцы из полипропилена, армированного базальтовым волокном (BFRPP) -
 Водоснабжение-Многослойная труба для защиты кабеля из армированного стекловолокном пластика (FRP)
Водоснабжение-Многослойная труба для защиты кабеля из армированного стекловолокном пластика (FRP) -
 Дренаж-Пластиковый смотровой колодец-5
Дренаж-Пластиковый смотровой колодец-5 -
 Дренаж-HDPE Дренажная труба-2
Дренаж-HDPE Дренажная труба-2 -
 Дренаж-Пластиковый смотровой колодец-4
Дренаж-Пластиковый смотровой колодец-4 -
 Высокопрочные трубы из полиэтилена, армированного базальтовым волокном (BFRPE)
Высокопрочные трубы из полиэтилена, армированного базальтовым волокном (BFRPE) -
 Дренаж-Блок для сбора дождевой воды
Дренаж-Блок для сбора дождевой воды -
 Водоснабжение-Труба из полиэтиленовой композитной трубы с отверстиями из сетки со стальным поясом
Водоснабжение-Труба из полиэтиленовой композитной трубы с отверстиями из сетки со стальным поясом -
 Дренаж-Пластиковый смотровой колодец-3
Дренаж-Пластиковый смотровой колодец-3 -
 Двухстенная намоточная трубка из модифицированного полиолефина CBF-UPE-T, армированная непрерывным базальтовым волокном
Двухстенная намоточная трубка из модифицированного полиолефина CBF-UPE-T, армированная непрерывным базальтовым волокном -
 Водоснабжение-HDPE Карбоновые сильфоны
Водоснабжение-HDPE Карбоновые сильфоны -
 Дренаж-Полиэтиленовая (PE) намоточная конструкция с настенной трубкой типа А
Дренаж-Полиэтиленовая (PE) намоточная конструкция с настенной трубкой типа А
Связанный поиск
Связанный поиск- Гофрированная труба из полиэтилена высокой плотности (HDPE) с двойными стенками диаметр DN1000
- люк пластиковый цена в Китае
- труба гофрированная двустенная с протяжкой
- Канализационный люк из высокопрочного полипропилена армированного базальтовым волокном DN450 BFRPP
- труба гофрированная канализационная
- какой люк поставщик
- Люк из армированного пластика DN315 оптом
- крышка на колодец пластиковая с люком купить в Китае
- труба гофрированная двустенная sn6
- купить люк завод