Как производятся сильфоны — эта форма открыла мне глаза.
2025-12-09
В повседневной жизни мы сталкиваемся с множеством трубок с телескопическими функциями, которые могут свободно выдвигаться, втягиваться и складываться, что очень удобно. Примерами могут служить сливные шланги стиральных машин и соломинки, используемые в стаканах для чая с пузырьками. Однако эти обычные трубки, как правило, имеют небольшой диаметр и короткую длину. В отличие от них, гофрированные трубы могут достигать диаметра в несколько метров и быть значительно длиннее. Мне всегда было интересно, как производятся такие большие трубы с характерной рифленой поверхностью.
Гофрированные трубы имеют оболочку с ребристой поверхностью, напоминающей волны, откуда и происходит их название. Благодаря своей гибкости и способности складываться и выдвигаться, они в настоящее время широко используются в инженерном оборудовании в химической, электронной, энергетической, гражданской и аэрокосмической промышленности. Они выполняют такие функции, как герметизация, изоляция, шумоподавление и дренаж.

История развития сильфонов
На протяжении всей истории человечество искало гибкие шланги, способные расширяться и сжиматься. В древние времена самые ранние попытки заключались в сшивании шкур животных в трубчатые конструкции.
К XVII веку из брезента стали шить шланги, способные транспортировать воду на короткие расстояния. Позже эти брезентовые шланги нашли широкое применение в пожаротушении.
В 1855 году немецкие инженеры успешно изготовили гофрированные шланги, применив принципы, используемые в ювелирном деле, и впоследствии получили патент на эту инновацию.
С 20-го века, с развитием электронных технологий, гофрированные трубки начали использоваться в различных электронных приборах и датчиках для защиты компонентов в местах соединения.
В наше время, с развитием пластмасс, резины, металлических материалов и технологий производства, последовательно появились различные пластиковые шланги и металлические гибкие трубопроводы, которые нашли широкое применение в повседневной жизни.

Классификация сильфонов
В зависимости от материала изготовления сильфоны в основном подразделяются на металлические и пластиковые.
Пластиковые гофрированные трубы— это гибкие трубчатые изделия, изготовленные из пластика. Благодаря эффективности материала, легкому весу и превосходным физическим и химическим свойствам, пластиковые гофрированные трубы находят широкое применение в гражданском строительстве, коммунальном хозяйстве, а также при строительстве автомобильных дорог и мостов.
Металлические гофрированные трубыЭто трубчатый материал с волнистым внешним профилем. Наиболее распространенные типы включают углеродистую сталь, нержавеющую сталь или конструкции с пластиковым внутренним слоем и гальваническим металлическим внешним слоем. Металлические гофрированные трубы облегчают изгибы под небольшим углом, передачу энергии и функции расширения/сжатия, находя широкое применение в электротехнической и машиностроительной промышленности.
По способу формовки гофрированные трубы в основном подразделяются на гидравлически формованные гофрированные трубы, рулонные гофрированные трубы, механически расширенные гофрированные трубы и трубы, сформированные методом осаждения.
Гидравлическая формовка — это метод производства сильфонов.Наиболее распространенный и широко применяемый метод формовки, в первую очередь используемый для изготовления кольцевых сильфонов, позволяет формировать сильфоны с толщиной стенок от 0,08 до 4 мм. Гидравлическая формовка использует давление жидкости внутри заготовки трубы для расширения и последующего сжатия материала, тем самым придавая ему форму сильфона. Этот процесс формовки в основном используется для металлических сильфонов малого диаметра.
Процесс профилированияВ этом методе для создания гофрированных поверхностей используются формовочные колеса, расположенные внутри заготовки трубы. В некоторых процессах за один проход создается одна гофрированная поверхность, а в других — несколько. Эта техника в основном используется для производства крупногабаритных гофрированных труб.
Формование методом осажденияВключает нанесение материала сильфона на оправку, которая впоследствии растворяется. Этот метод обычно используется для производства металлических сильфонов с более низкой твердостью и сопряжен с относительно высокими производственными затратами.

Источник изображения: pixabay
Процесс производства пластиковых гофрированных труб
На дорогах часто можно увидеть грузовики, перевозящие большие удлиненные трубы с многочисленными гофрами на поверхности, что вызывает любопытство о том, как такие трубы производятся.
Эти крупногабаритные трубы называются перфорированными гофрированными трубами. Они стали основным решением для дренажа в гражданских инженерных проектах и широко используются на автомагистралях, в муниципальных работах и на спортивных площадках. Давайте рассмотрим, как производятся эти подземные гофрированные трубы.
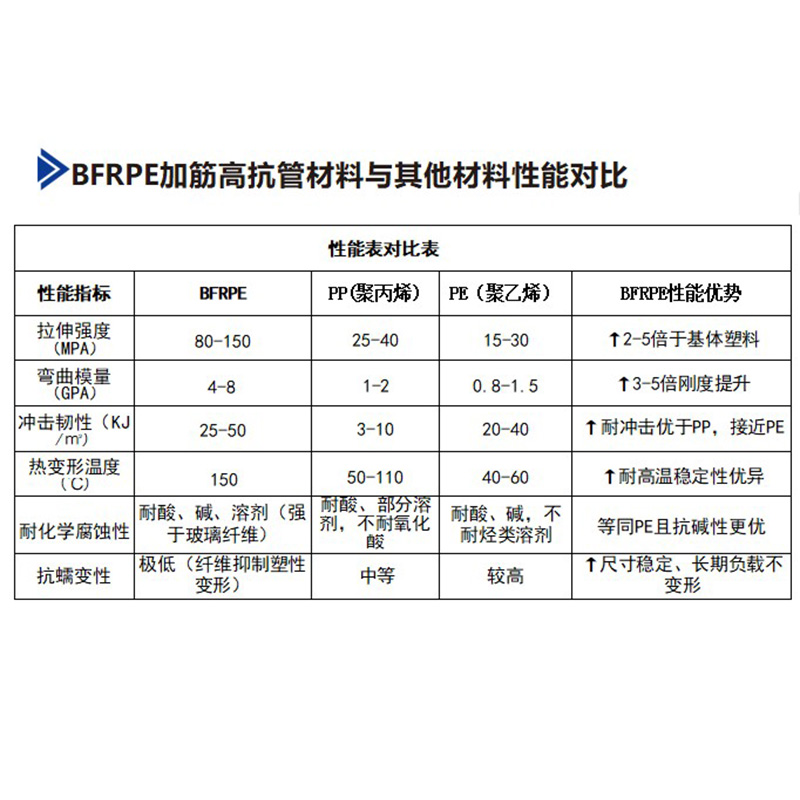
Перфорированные гофрированные трубы производятся с помощью процесса экструзии, который формирует их за один этап. Сырьем обычно служит полиэтилен высокой плотности (HDPE), известный своей коррозионной стойкостью и исключительно длительным сроком службы. В процессе производства подготовленный полиэтилен и добавки смешиваются и подаются в оборудование для тщательного перемешивания.
Смешанное сырье поступает в экструдер, где нагревается до 230 градусов по Цельсию. При этом пластиковые гранулы плавятся, образуя вязкую жидкость. Неприглядные комки, выдавливаемые из машины, и являются тем самым материалом, из которого изготавливаются привлекательные гофрированные трубы. 
Формовочная форма для сильфона состоит примерно из ста отдельных пар модулей. Циклическое закрытие и открытие каждой пары модулей позволяет производить сильфоны в непрерывном режиме. 
Головка экструдера проникает в полость формы, образуя при каждом закрытии формы полость для формовки гофрированной трубы. Экструдер впрыскивает расплавленный полиэтиленовый пластик в форму, где раствор быстро заполняет гофры. По мере продвижения формы ее система охлаждения затвердевает гофрированную трубу, придавая ей форму. Каждая пара форм автоматически открывается для извлечения из формы, а затем продвигается вперед, чтобы продолжить цикл формовки гофрированной трубы. 
После извлечения из формы гофрированная труба принимает форму, и для полного затвердевания пластика требуется водяное охлаждение. Эта удлиненная гофрированная труба будет продолжать расти в длину. 
При вращении нескольких зубчатых дисков в пазах вокруг гофрированной трубы пробиваются отверстия. Обычно для увеличения площади дренажа используются квадратные отверстия. 
Гофрированная поверхность трубы обернута слоем фильтрующей ткани и закреплена термопрессованием, что предотвращает засорение дренажных каналов.

Наконец, водопроводные трубы обрезаются до необходимой длины, наматываются на катушки, закрепляются веревкой, а затем обертываются пластиковой пленкой, после чего готовы к отправке. 
Каждый продукт проходит выборочные испытания, в том числе испытания на прочность при сжатии, которые гарантируют, что трубы не изгибаются под нагрузкой. 
Глядя на процесс производства гофрированных труб, можно подумать, что он довольно прост. Какую длину гофрированных труб можно произвести за один день? На самом деле гофрированные трубы значительно легче бетонных, но при этом обладают сопоставимой прочностью на сжатие. Их внутренние стенки более гладкие, что снижает гидравлическое сопротивление, и они имеют множество преимуществ, таких как более простая установка и более плотные соединения. Похоже, что в будущем гофрированные трубы вполне могут заменить бетонные.